Gas Process Units
A wide range of products for the treatment of gases
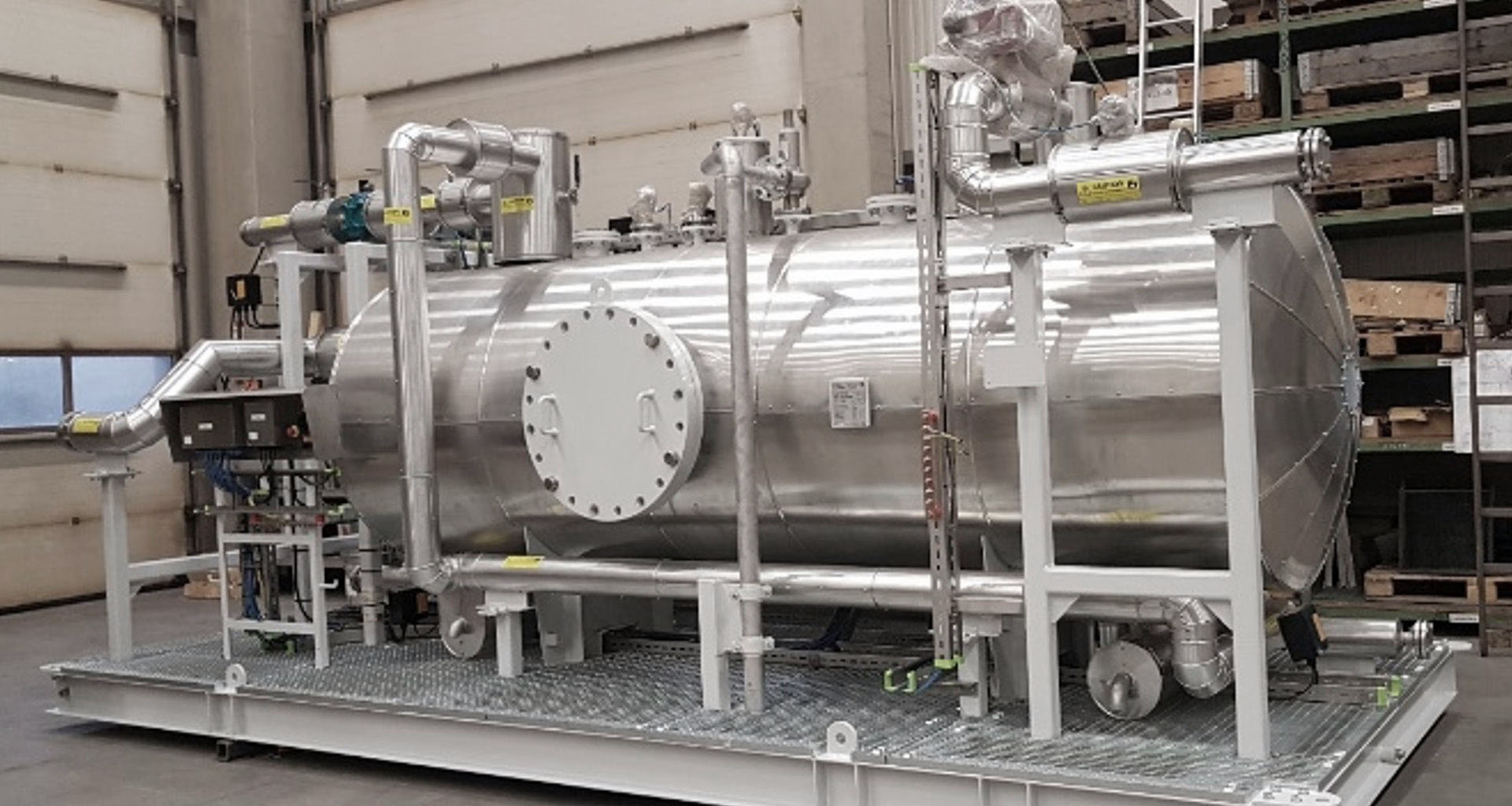
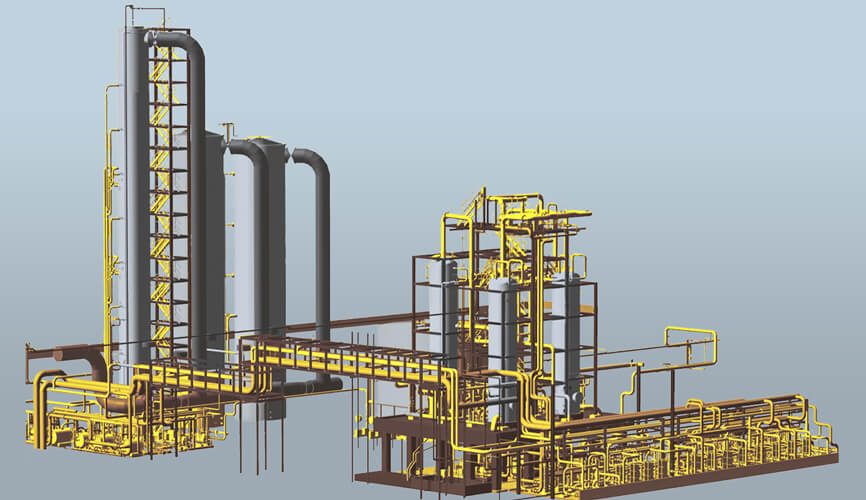
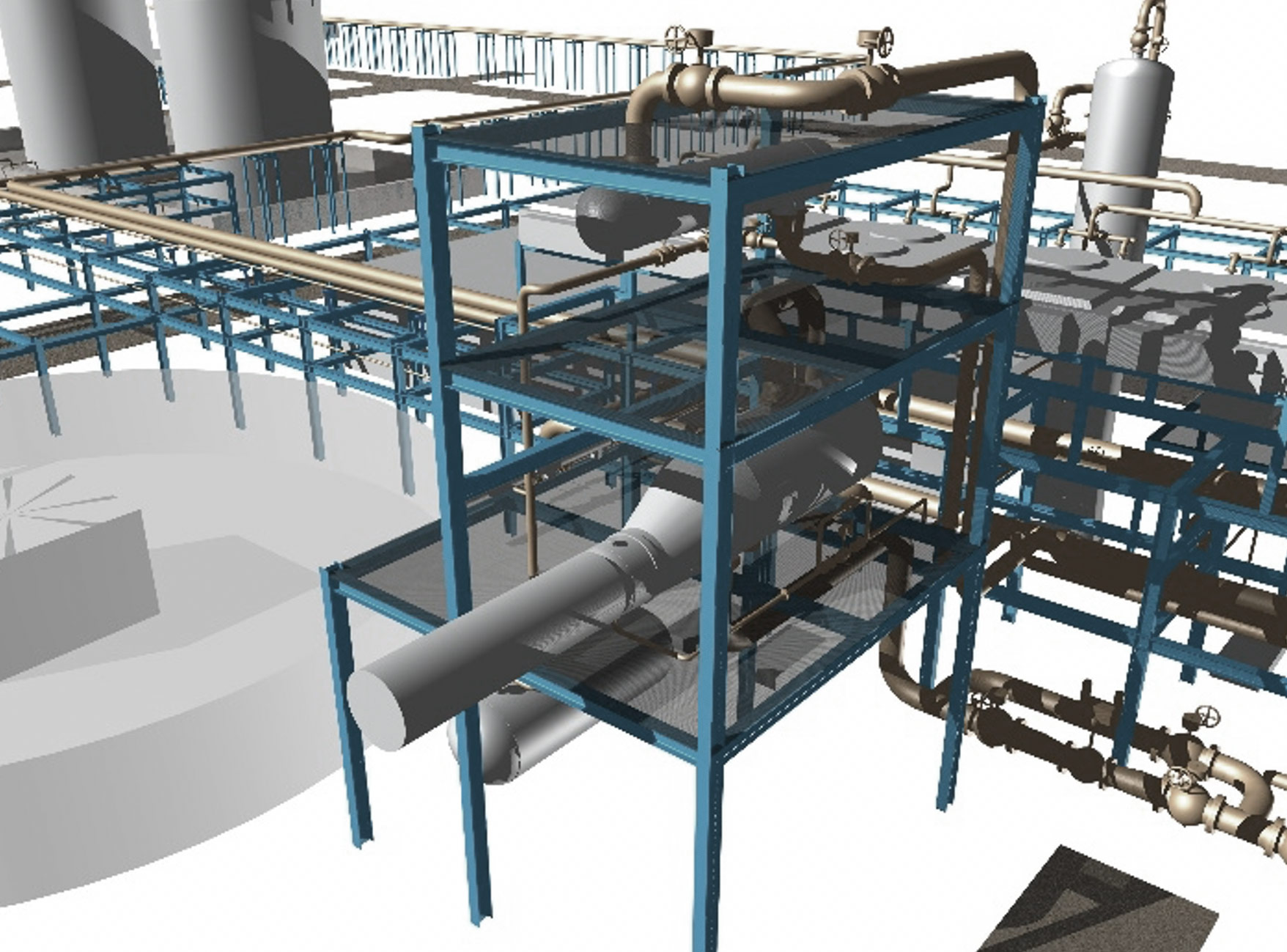
SPG Steiner GmbH with its business unit Gastec offers decades of experience in engineering and supplying custom-designed and modularized oil/gas treatment equipment. Our turnkey packages are designed fully in line with our clients’ operational needs in order to achieve reliable and safe production. Through the modularization approach we minimize the number of interfaces throughout project execution and also reduce the amount of work required on site.



One contact person and clear customer focus
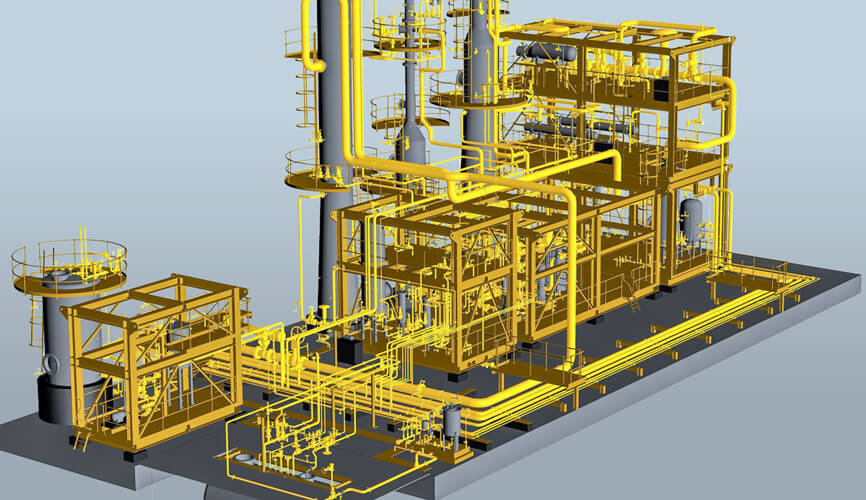
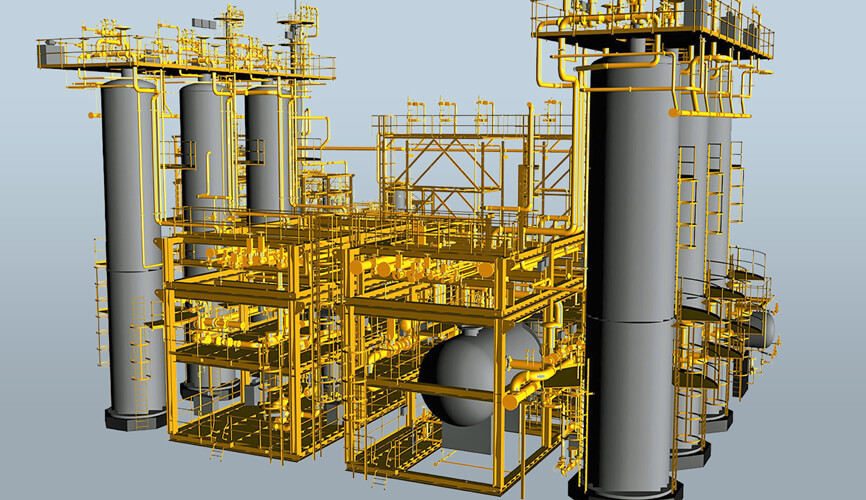
The design and supply of customized equipment for gas plants ranges from the entire process equipment to the entire gas plant. Our multi-disciplinary engineering teams are managed by a project manager who is the single point of contact for our clients
- Experience ranging from concept studies through plant start-up
- Fully in compliance with all client specifications
- Single-point responsibility for all plant interfaces
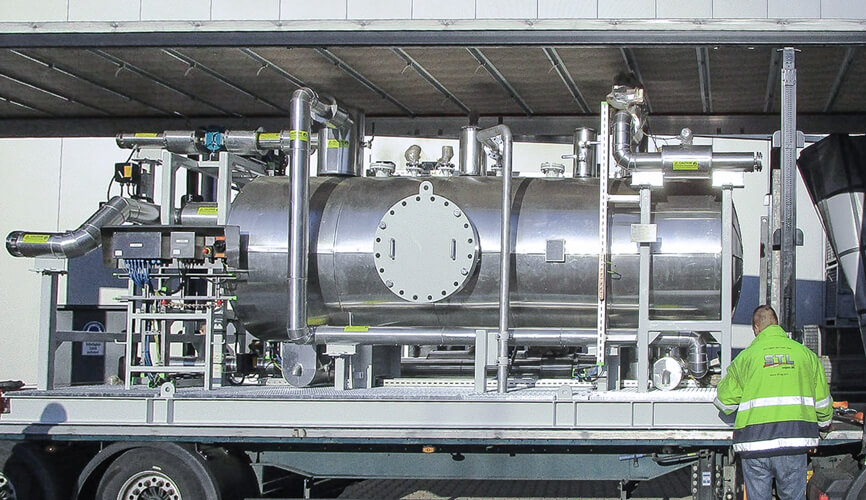
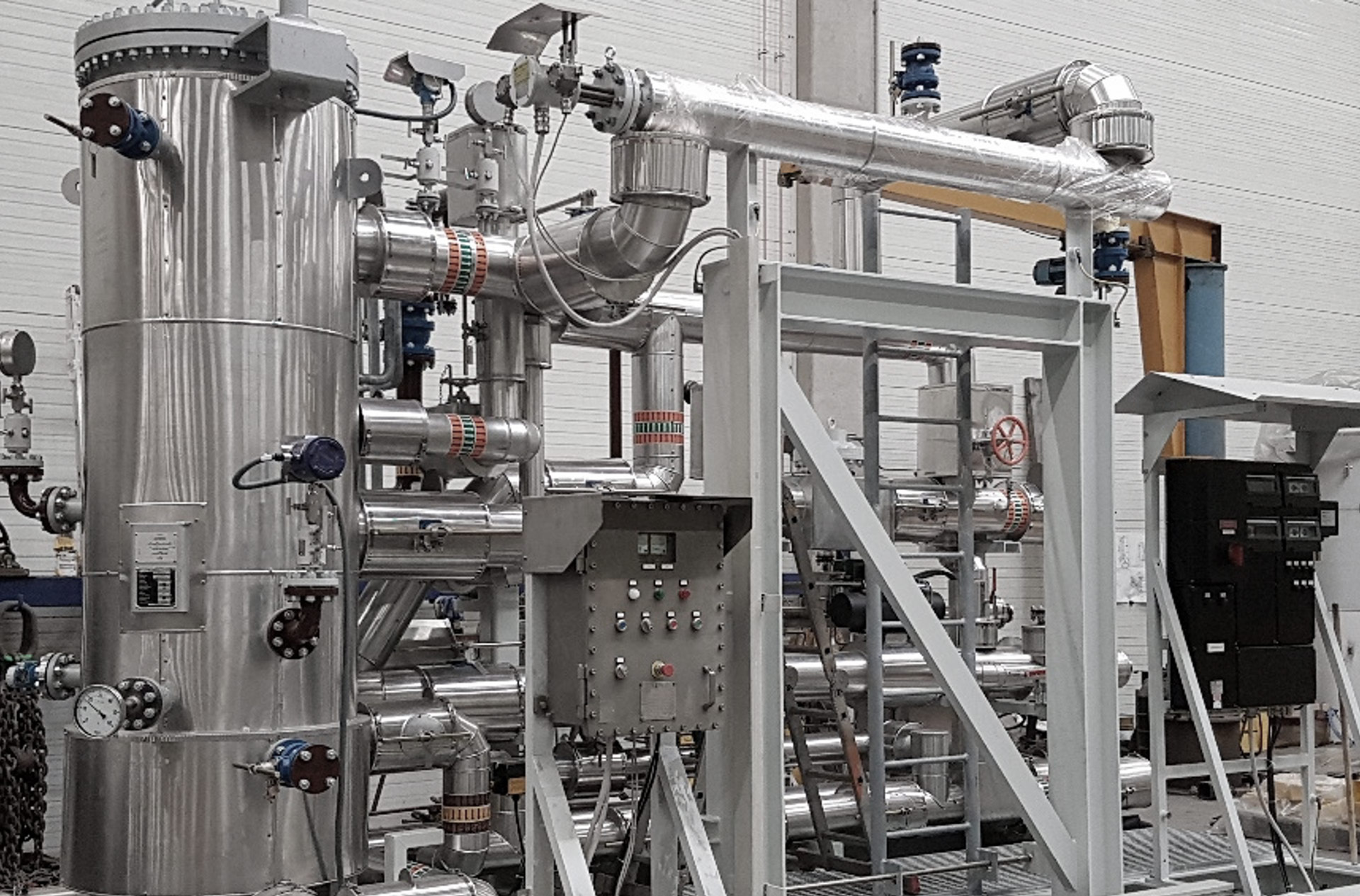
- Modularized approach for ease of transportation and easy field installation
- Own technology / technology partners
- Own fabrication and network of worldwide fabrication partners.
SPG Steiner GmbH - a wide range of products for the treatment of gases
Gas Sweetening
Amines

Molecular Sieve

Dehydration Unit

Sulphur Recovery and Tail Gas Treatment

Dedicated process equipments
Fuel Gas Packages